千葉工業大学 プロジェクト研究年報 2015年版
18/168
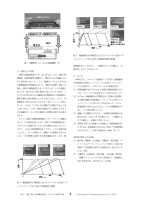
3.結果および考察 市販の高純度窒素ガス中(Po2=10-7atm)では,試料の加熱速度,保持時間等に関係なく,酸化のために溶融ロウが全く充填されなかった.しかし,酸素ポンプによる10-30atmの極低酸素分圧雰囲気において,試料を急加熱・急冷した場合,試料の加熱速度を大きくするにつれてロウの進展が長くなり,85℃/minの時に最長の7mmとなった(図3).このろう付け性の向上は,低酸素分圧雰囲気および急加熱が,酸化皮膜の生成を抑制したためと考えられる.ただし,加熱速度を100℃/min以上にすると,逆にフィレットが短くなった.これは,ロウが十分に溶融する時間が不足した為と考えられる.つまり,酸化を抑制すると同時にロウを十分に溶融させ,かつそれが進展する時間が必要である事が分かる. そこで,試料の加熱保持時間をパラメータとして実験を行った.その結果を図4に示す.595℃での保持時間を長くするとロウの充填が長くなり,5分で最長の16mmとなった.ただし,これ以上保持時間を長くすると,ロウの充填が短くなった.これらの結果から,溶融ロウを進展させるためには,一定の時間が必要である事が確認された.また,保持時間を長くしすぎると,一旦進展したロウが酸化し,充填が短くなることが分かった. 4.まとめ 本研究では,ジルコニア式酸素ポンプを用いた極低酸素分圧雰囲気を利用して,アルミニウム合金のフラックスフリーロウ付を試みた.これにより,以下の結果を得た. (1) 雰囲気酸素分圧が10-7atmの市販の高純度窒素ガス中では,アルミニウム合金は全くロウ付されなかった. (2) 10-30atmの極低酸素分圧雰囲気および試料の急加熱による酸化皮膜の生成抑制が,アルミニウム合金のフラックスフリーロウ付に対して有効であった.ただし,昇温速度が100℃/minになると,ロウの溶融時間が不足し,ロウ付性が悪くなった. (3) 溶融ロウの進展のためには,一定時間の高温保持が必要であるが,それが10分を超えると,一旦進展したロウが酸化し,充填長さが短くなった. (4) 本研究で得られた最適ロウ付条件は,雰囲気酸素分圧が10-30atm,昇温速度が85℃/min,595℃での保持時間が5分であり,この時の充填長さは16mmであった. 本研究に関する主な発表 (1) 柳川裕,伊藤泰,山吉知樹,小澤俊平,西谷克樹,“アルミニウムのフラックスレスろう付用ろう合金の表面張力”,軽金属学会第127回秋期大会,2014年11月15日,東京 (2) 小澤俊平,長坂拓実,西谷克樹,山吉知樹,柳川裕,“溶融アルミニウムろう材の表面張力”,鉄鋼協会2014年秋季大会,2014年9月,名古屋 酸素ポンプガスフロー試料電気炉酸素センサガスフロー 図2 実験試料(上)および装置概略(下) 図3 極低酸素分圧雰囲気におけるアルミニウム合金のフラックスフリーロウ付に及ぼす加熱速度の影響 図4 極低酸素分圧雰囲気におけるアルミニウム合金のフラックスフリーロウ付に及ぼす加熱保持時間の影響 62015 千葉工業大学附属研究所 プロジェクト研究年報 Project Report of Research Institute of C.I.T 2015
元のページ